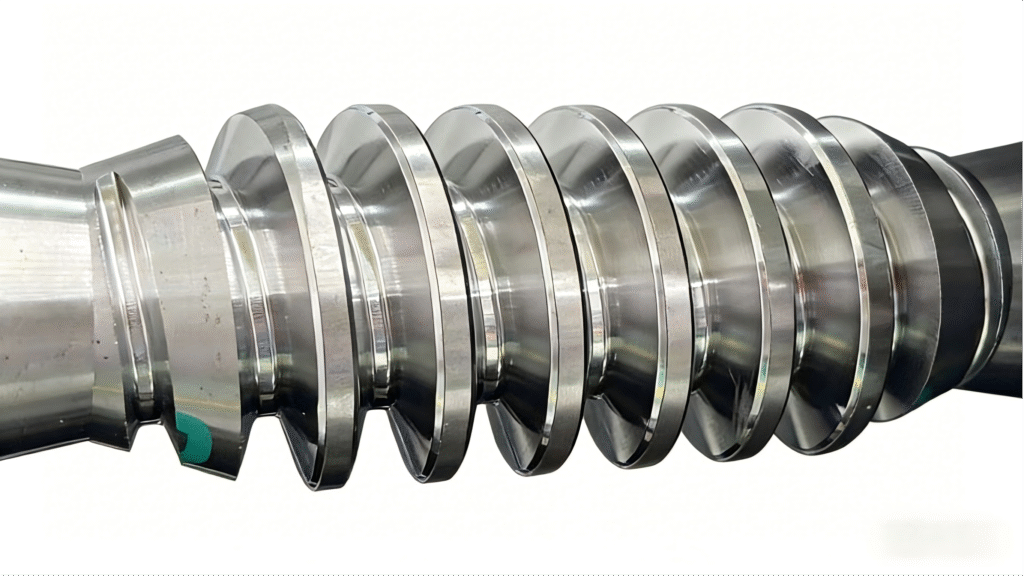
What is Worm
The worm is the core component of medium-load precision transmission, which is widely used in scenarios such as ordinary machine tool feeding mechanisms, packaging equipment slitting systems, textile machinery winding units, and synchronous drives of printing equipment. Common materials are 45 steel, alloy steel (such as 40Cr) and copper alloy; Geometric characteristics include helical tooth shape, single/multi-lead, tooth surface roughness requirement Ra≤1.6μm; Common risks in machining: tooth shape error leads to transmission stuttering, surface roughness causes wear, and workpiece deformation affects accuracy.
Worm Whirling Core Pain Point
There are three major bottlenecks in traditional worm machining (such as ordinary lathes and milling machines): (1) manual adjustment of the tool path leads to fluctuations in tooth shape accuracy (± more than 0.02mm); (2) The processing efficiency of a single process is low (it takes 8 hours for 1 piece of 5-die worm); (3) Improper cooling/chip evacuation causes fast tool wear (30% shortening of life), which ultimately leads to a scrap rate of up to 6% and an extension of the order delivery cycle by 50%, directly increasing production costs by more than 15%.
Worm Whirling Process
PH80-1000 adopts the whole process of “blank → roughing→finishing→ surface treatment→ inspection” closed-loop:
- Blank: select forgings (40Cr) to ensure strength;
- Rough machining: four-axis linkage to quickly remove allowance (X/Z axis rapid movement 6-10m/min);
- Finishing: cyclone milling tooth shape (spindle speed 0-800r/min, with customized tool path);
- Surface treatment: automatic polishing (Ra≤ 1.6μm);
- Detection: The online measurement system monitors the accuracy in real time (positioning accuracy ≤ 0.01mm).
Key points of the sub-link
- Tooth machining: Adopt four-axis triple linkage (A/C/X/Z), FANUC controller accurately controls the tool path to avoid tooth shape deviation; reduce tool change time with combination tools (20% savings);
- Cooling and chip evacuation: fully enclosed outer cover + blowing chip evacuation to prevent chips from scratching the surface of the workpiece;
- Workpiece fixation: 12″ hydraulic three-jaw chuck + hydraulic tailstock to ensure no deformation during processing;
- Detection: The online measurement system feeds back data in real time, adjusts the tool path in a closed loop, and ensures a tolerance of ≤ 0.01mm.

PH80-1000 CNC Cyclone Milling Machine
Worm Whirling Earnings Data
| Indicator | Traditional Processing | PH80-1000 | Improvement Rate |
|---|---|---|---|
| Machining Accuracy | ±0.02mm | ≤±0.01mm | 50% |
| Machining Efficiency | 8h/piece | 2.5h/piece | 68.75% |
| Scrap Rate | 6% | 1% | 83.3% |
| Tool Life | 50 pieces | 70 pieces | 40% |
| Cycle Cost | ¥120/piece | ¥75/piece | 37.5% |
Contact us for further consultation on cooperation details or customized solutions. We look forward to partnering with you to create mutual value!