What is Worm Grinding
Usage: grinding cylindrical worm and trapezoidal screw/ball screw, used in the field of medium-load precision transmission (machine tool feeding mechanism, packaging equipment slitting system, textile machinery winding parts, etc.).
Material/geometric features: The workpiece is made of alloy steel/stainless steel; The structure is threaded type (the number of worm heads is 1-2/≥3); Dimensions: Maximum tip distance 850mm, table stroke 700mm, lead 150mm.
Common risks: processing deformation, thread accuracy excess, surface burns; Traditional processes (ordinary grinders) lack precision (only 6 levels), low efficiency, and inability to handle complex threads.
Worm Grinding Core Pain Point
Pain point 1: The accuracy of traditional grinding machines is insufficient
- Efficiency: 40% longer production cycle time (multiple rework required)
- Cost: Add 2000 yuan/piece of rework cost
- Quality: Defective rate up to 18%
Pain point 2: Poor consistency of manual adjustment parameters
- Efficiency: Batch change time is extended by 30 minutes/batch
- Cost: Labor costs increase by 50 yuan/hour
- Quality: Batch-to-batch error exceeds ±0.02mm, scrap rate 10%
Pain point 3: Difficult machining of complex lead worms
- Efficiency: 120 minutes per piece (conventional) vs 80 minutes for CGK-90
- Cost: 20% increase in tool loss
- Quality: The lead error exceeds 0.05mm, which cannot meet customer needs
Worm Grinding Process
Blank preparation→ coarse grinding→ fine grinding→ surface treatment→ quality inspection
CGK-90 core position: coarse grinding/fine grinding link (eight-axis linkage control to ensure accuracy)
Connection: blank (alloy steel bar material), →rough grinding (fast removal margin), → fine grinding (high-precision trimming), → surface treatment (deburring), → testing (coordinate verification)
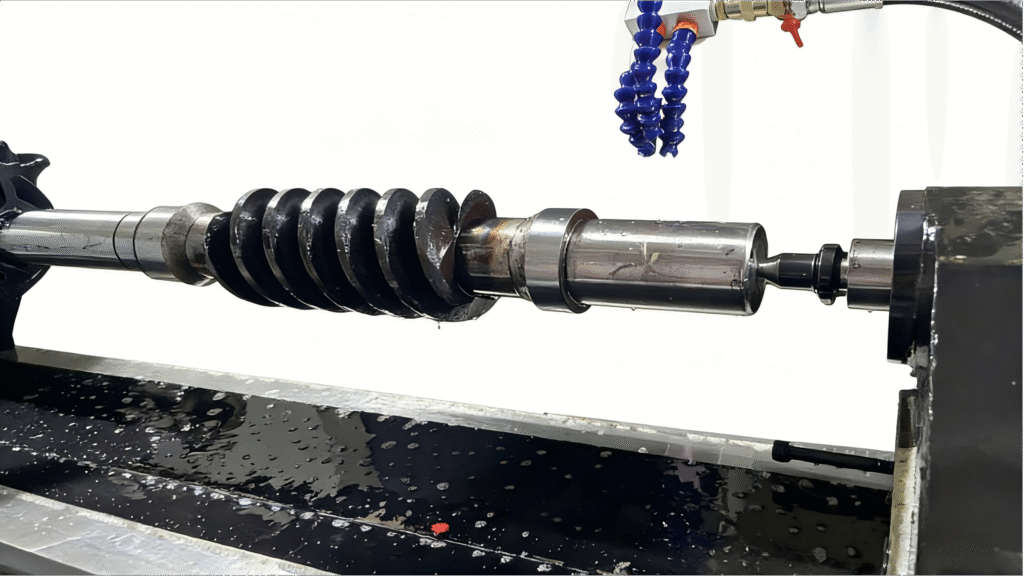
Rough Grinding Stage
- Method: Eight-axis linkage (workpiece rotation + longitudinal movement of the worktable)
- Parameters: Spindle speed 1500-2000 rpm, feed 0.1-0.2 mm/rev, depth of cut 0.05 mm
- Risk Control: High-pressure cooling system to prevent surface burning
- Equipment: CGK-90 eight-axis CNC worm grinding machine
Finishing Grinding Stage
- Method: Full closed-loop control (linear scale + angle encoder)
- Parameters: Spindle speed 2000-2500 rpm, feed 0.05-0.1 mm/rev, depth of cut 0.01 mm
- Risk Control: Dedicated software automatically compensates dressing amount to avoid precision deviation
- Equipment: CGK-90 + diamond wheel dressing system
Quality Inspection Stage
- Method: Coordinate measuring machine to check thread accuracy
- Parameters: Measurement accuracy ±0.001 mm
- Risk Control: Automatic data recording to prevent missed inspections
- Equipment: Coordinate measuring machine
CGK-90 Eight-Axis CNC Worm Gear Grinding Machine
CGK-90 Eight-Axis CNC Worm Gear Grinding Machine features 8-axis 3-linkage control, standard Siemens 840Dsl/optional Huazhong H80 system, and full closed-loop detection. It realizes automatic diamond roller dressing with compensation, high-precision worm gear grinding via high-pressure cooling and optional steady rest support.
Worm Grinding Earnings Data
| Indicator | CGK-90 | Traditional Grinder | Improvement Range |
|---|---|---|---|
| Accuracy Grade | Grade 4 (z=1-2) | Grade 6 | ↑ 2 Grades |
| Production Efficiency | 80 mins/pcs | 120 mins/pcs | +33% |
| Defect Rate | 5% | 18% | ↓ 13% |
| Rework Cost | ¥500/pcs | ¥2000/pcs | ↓ 75% |
Contact us for further consultation on cooperation details or customized solutions. We look forward to partnering with you to create mutual value!